Need more information?
Get in touch with Paul Schreuders (CEO)
- +31503162888
- schreuders@xparvision.com
Paul Schreuders outlines the challenges facing glass container manufacturers today and explains some of the processes available to prevent defects.
The challenges for container glass manufacturers worldwide are practically the same, although there are regional/local dynamics:
A pre-condition for working on these themes is a focus on control of the forming process. The ultimate state of forming process control is a process with 100% predictability and reproducibility, without process-related defects and uncontrolled section stops. Every bottle produced has the same quality.
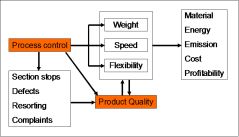
The real world seems to be far from this ultimate state. A common phrase in the glass industry is: ‘Yesterday the machine was running smoothly, but today it is a disaster!’ Instead of us controlling the forming process, the forming process is controlling us. This situation means we are unaware of the real causes of the problems in the glass forming process, but we try to compensate the symptoms of those problems. The result: Everybody runs from one problem to the next and little progress is made. Knowing the challenges and understanding the real world, what is restricting us from making steps forward? Focusing on forming process control does pay off, and technologies available today make it relatively simple to organise (Fig 1).
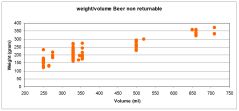
The business potential behind forming process control and improvements on weight, speed and flexibility are enormous. Indicative is the variation of weight/volume ratios from a randomly chosen range of non-returnable beer bottles. Fig 2 shows for a 330ml bottle, the actual weight varies from 280g down to almost 150g, which gives the potential for weight reduction. The same can be seen in the wine sector. With the average weight of a wine bottle 500g and the lightest 300g, it is easy to see weight reduction potential.
As process control is a necessary precondition for weight reduction, the benefits will be fewer section stops, fewer defects and fewer customer complaints. As weight is reduced, less glass is used per container, so less heat is required during processing. This in turn increases production capacity and allows for more speed. From the perspective of ‘return on investment’ there is no restriction to create a strong focus on forming process control. It pays off. Technologies are available today that make it easy to organise this focus on forming process control.
Product quality is a critical factor when working on weight, speed and flexibility, but also when working on process control. Whatever changes are made, product quality maintenance and its performance is critical.
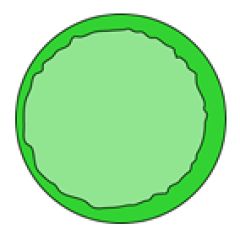
From the perspective of forming process control and product quality, an even distribution of glass in the container is important, so there is enough wall thickness at points of stress in the container to withstand contact with production equipment. Not too much wall thickness, as that is costly (too much raw material, too much energy, too much emission).
But the real world is a long way from producing containers with an even glass distribution. Most bottles have a horizontal/circumferential glass distribution (Fig 3). With this example, the quality might be accepted by the final customer, but there is plenty of room for improvement.
Xpar Vision’s technologies give minimum of critical defects and a operators real-time information to predictable glass thickness with low monitor the forming process, which variation. Most critical defects are enables better control, to maintain a process-related.
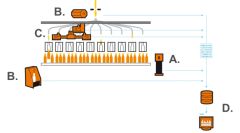
The IR-D is the basis of the Xpar Vision Hot End platform (Fig 4). With the IR-D, glass distribution (and thus quality) of every container is measured. It results in real-time information about wall thickness, weight, dimensions, shape and verticality of each bottle or jar. Related measurements of all containers produced indicates the level of process control. All disturbances of the stability of the forming process are visualised. As such, the use of the IR-D is the logical starting point to create a focus on forming process control. The Infrared Gob weight Control (IGC) system allows for automatic keeping of the individual gob’s weight constant, eliminating a source of forming process variation. With the Gob Assist (GA) all essential information about the loading of the gob, such as the speed, position, length, diameter and the shape of the gob, is measured. The Blank side Temperature Control system (BTC) measures the temperatures of the blank, plunger, parison, neck ring and the gobs.
Combining the measurements of all tools allows for effective visualisation and analysis effects of material change, swabbing, job change and factors such as day/night rhythm and the IS-machine configuration itself. The real-time information is sufficient to 100% control of the glass forming process and to make the right decision about which remedial actions are effective. The result is a stable production, high pack-rate with a minimum of critical defects and a predictable glass thickness with low variation. Most critical defects are process-related. So if the process is kept far away from the ‘danger area’, where the probability of making critical defects is increased, it minimises the number of critical defects.

The IR-D is the basis of the Xpar Vision hot end platform. As the container is the logical starting point to create a focus on zero defects production and to reduce process and product variation, it deserves explanation. The two cameras are positioned at an angle on each side of the conveyor belt directly after the IS machine (before the coating hood). A thermal image is taken from each passing bottle using the cameras (Fig 5). The thermal image is an accurate representation of glass distribution within the bottle. More red/yellow means more infrared radiation = more glass, more blue/dark means less infrared radiation = less glass.
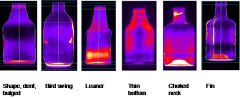
Automatic analysis of images gives information about both the container and forming process. Based on this information critical defects such as bird swing, freak, thin bottom/neck/wall, chocked neck, stuck ware are detected and rejected (Fig 6). Eliminating these critical defects in the hot end ensures a smooth process at the coating hood; annealing lehr and cold end. It increases the total inspection performance and reduces breakdowns in cold end equipment. The solution contributes towards customer expectations of zero defects delivered.
The critical defect information allows the hot end operator to inform the cold end operator of any defect produced. The infrared information also visualises the forming process behaviour in terms of variations in intensity, asymmetry, shape, verticality and transport. The infrared information represents a fingerprint of the process failure and provides direct information on which process variables have failed such as thermal condition, human interaction and IS-machine. The infrared information is in real time and is cavityrelated, so it is relatively easy to execute root cause analyses to any detected defect.
Experience and customer feedback have shown that main factors for forming process variation – and the production of critical defects – are variations in gob weight, gob loading and temperature distribution at the blank side. It is generally believed that these sub processes are responsible for 90% of the bad quality of both the forming process and finished product. Therefore, Xpar Vision has developed the technologies as shared in this paper.

Applying these forming process control tools and accurate measurement at the hot end brings dramatic improvements within reach. This results in reduced variation, sustainable production and perfect containers and ultimately allows for zero defects production: The ultimate state of process control.
