Need more information?
Get in touch with Paul Schreuders (CEO)
- +31503162888
- schreuders@xparvision.com
Paul Schreuders focuses on the XPAR Vision Infrared Gob weight Control system, which has been developed since 2003 and is in operation with many customers worldwide.
Since the end of the last century, XPAR Vision has specialised in the development and implementation of hot end sensor technology for the glass container industry. The current product portfolio (see figure 1) comprises a logical range of products, allowing glass container manufacturers to optimise the glass forming process and realise maximum quality glass containers with the minimum quantity of resources and CO2 emission, while enhancing health and safety. To date, a total of 500 systems have been installed in about 100 factories around the world.
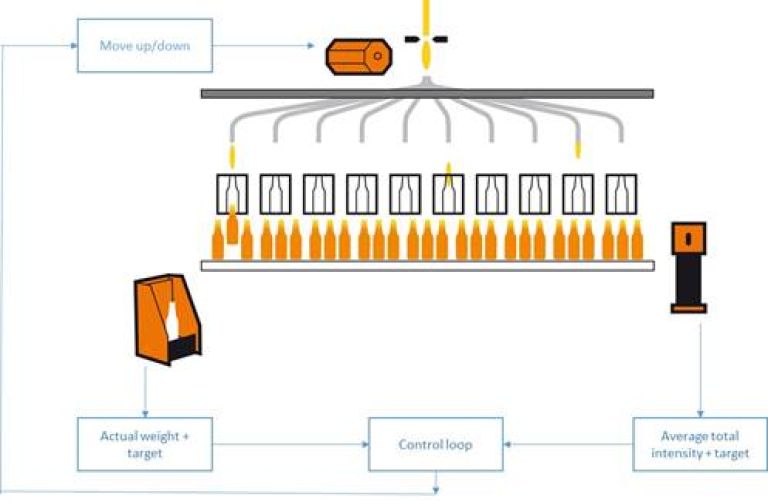
XPAR Vision’s Infrared Gob weight Control (IGC) system is a fully automated gob weight control tool, specially designed for blow-blow and press-blow glass forming processes, for every glass colour and form. The IGC monitors the weight of the product and by closed loop control, automatically corrects it by adjusting the tube height.
The IGC consists of an accurate weighing scale and a tube motor and is an add-on tool to XPAR Vision’s InfraRed camera system (Polysigma, IR-S or IR-D). The IR camera system utilises infrared light to inspect products just seconds after they have been created. With a high speed IR camera, an image of every product is captured and analysed for potential deficits. In this process, the intensity of the total amount of emitted infrared light is an important factor, because it tells users everything about the weight of the product. The IGC takes its direct measurements in the cleanest possible area of the hot end, away from high pollution environments like the feeder area.
Theoretically, the total intensity has a linear relationship to the total weight. When, for example, the weight of the products rises over time, the measured intensity will also increase. This information forms the input to a control loop, which calculates the ideal position of the tube for that moment. Furthermore, the IGC system also takes the real product weight in consideration by periodically weighing the formed bottle or jar on the IGC weighing scale. The IGC is the only system available to control product weight with reference to the actual weight of the formed product. There is no better reference.
Because weight variance is caused mostly by changes in glass condition by furnace or feeder, the weight deviation is corrected mostly by tube height and in just a few situations by needle adjustment. Therefore and for the sake of simplicity, robustness and cost, it has been chosen to control tube height automatically, while leaving needle adjustment a manual operation, based on individual gob weight information supplied by the IGC.
All measurements are stored instantly in an SQL database, including the scale weighing, along with all corrective actions the IGC has performed accordingly. This way, offline data analysis can be performed over a long period of time by the XMIS reporting system. This analysis can give better insight to the condition of the complete machine, feeder condition and tube condition, as well as spout condition.
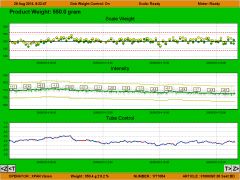
The Infrared Gob weight Control features a user-friendly informative user interface, as depicted in figure 3. The most important information is presented to the operator in clear graphs. From top to bottom the following information is shown:
As an input parameter, the weight target has to be set. Next, the operator has to weigh the products at a given frequency. The correlation between intensity values and product weight, as well as tube height, is created automatically. The actual weight is integrated in the control loop and together with the measured intensity value, the movement of the tube motor is steered.
Through the user interface, a number of parameters regarding the IS machine can be set:
For safety reasons, limits for the control behaviour can be set. When these limits are exceeded, the system will stop automatically, controlling the tube height to avoid damage to the spout and tube. This functionality ensures safe and risk-free operation. Being a simple and robust weight control system, the IGC incorporates a high level of intelligence as it is able to identify swabbing operations and cold mould cycles by itself and discarding the related intensity measurements from the control loop. Also, this functionality ensures highly accurate operation.
The importance of accurate gob weight control over time (low gob weight variance) is known to every glass manufacturer, in addition to which the glass forming process is subjected to a number of factors that have an influence on the weight of the gob. Temperature, viscosity, composition and colour of the glass are a few influential factors. This calls for a proactive, adjustable and flexible system that can react to sudden or long-term changes in the process and anticipates standard operating procedures (like swabbing) at the same time. A high level of weight variation will result in losses and customer complaints. Other benefits are identified in the reduction of:
The self-regulating capabilities of the system reduce the operator’s workload and provide relevant visual feedback, as well as insight to the quality of the production process. Low variances in the weight of the gobs lead directly to less glass usage, less defects and a more stable production process. Process stability is a ‘must have’ for (ultra) lightweight container production. The IGC has already proved its payback time at numerous installations. In practice, realised weight deviations of 0.2%-0.3% have been reported without exception.
