Need more information?
Get in touch with Paul Schreuders (CEO)
- +31503162888
- schreuders@xparvision.com
Paul Schreuders describes XPAR Vision’s portfolio of solutions for hot end inspection and forming process control.
The XPAR Vision portfolio of solutions for hot end inspection and forming process control comprises its InfraRed Dual camera system (IR-D), Infrared Gob weight Control system (IGC), Gob Assist, Blank side Temperature Control system (BTC) and SQL-based information system.
The IR-D is the basis of the company’s hot end platform. In any glass forming process, a huge number of variables (including gob shape, temperature, weight, length, diameter, speed, position, time of arrival, trajectory, blank mould temperature, plunger, neck ring and ware spacing) influence the quality of container and forming process. These quality effects on both process and bottle can be measured by the IR-D. Furthermore, by placing the system on a production line, the effect of any operator action on the IS machine, eg material change, swabbing or job changes, as well as the effect of such uncontrollable factors as day/night rhythm, is visualised in terms of quality effect on both process and container. As such, it is correct to conclude that an IR-D is the first step towards eliminating the black magic of glass container production and the logical starting point for reducing process and product variation.
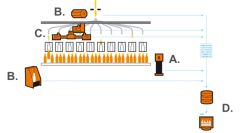
With the Infrared Gob weight Control system (IGC), Gob Assist and Blank side Temperature Control system (BTC), the individual ‘primary’ variables are measured (and controlled) directly and with the highest level of accuracy. The SQL-based information system (XMIS) is a crucial part of the platform. Through the database, measurements can be related. Relating measurements is a necessity for building up expertise which, in return is a pre-condition for automation. In figure 1, all these solutions are put into place, along with the IS machine.
This article focuses on the Gob Assist and Blank side Temperature Control, as the most important solutions in the process of eliminating the black magic of glass container production. Together, these systems allow for the control of all critical gob loading parameters and temperatures of both materials and parison.

The philosophy behind these solutions is that the glass container industry in competition with alternative packaging solutions and in order to respond to increasing customer demands for flexibility/quality/cost and environmental issues (energy/raw materials usage and carbon emissions) has to improve the glass forming process significantly. Factual and repeated measurements of all critical gob loading parameters and temperatures of both materials and parison and the use of these measurements are necessities for this to be realised.
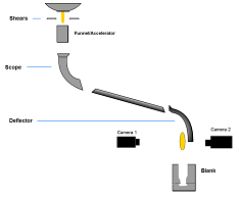
The Gob Assist comprises a camera module with two optical cameras that moves inside a rail system, attached to the blank side of the IS machine (see figure 2). The camera module moves to all sections automatically, where each camera takes images from an angle at a speed of 500 frames per second from the moment the gob leaves the deflector until the moment the gob has fallen completely into the blank mould, thus capturing the complete gob (see figure 3).
The software processes this sequence of images in real-time. Images from both cameras are combined to reconstruct a three-dimensional image of the gob, allowing for measurement of the speed, length, position, shape, diameter, time of arrival and trajectory (= orientation) of the falling gobs. With this information, it is possible easily to find and maintain optimal gob loading and to retrieve optimal gob loading after equipment and/or job changes. The BTC is an add-on to the Gob Assist that glides inside the same rail system and contains two different temperature sensors (see figure 4). With this equipment, it is possible to perform contactless temperature measurement of both materials and glass at the blank side. Measuring points are simply determined by the user.

At the blank side, the gob is transferred into a parison. During this forming process, heat is extracted from the glass to obtain a stable parison, with a good temperature profile. This is a precondition for achieving even glass distribution at the blow side. By measuring temperatures of all components on the blank side (neck ring, plunger, blank halves and parison) consistency of heat transfer from glass to mould components will be achieved.
The Gob Assist and Blank side Temperature Control make repetitive and automatic measurements of all potentially important loading parameters with the highest level of accuracy. High accuracy measurement is a necessity for visualising critical areas in the delivery process and lowering process variations effectively (see figures 5a and 5b).
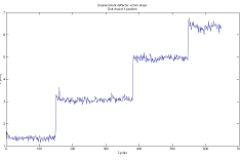
Figure 5a: The deflector is intentionally adjusted in 2mm steps in the X direction (Y axis). The Gob Assist measures this X position for a long time (X axis) with a high level of accuracy
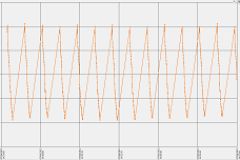
Figure 5b: Temperature measurement of a mould during a number of cycles. Cooling of the blanks is shown clearly in time, proving that timing of measurement is essential for accuracy
With the Gob Assist and Blank side Temperature Control solutions, process variation is visualised repetitively and automatically. What can be seen by these solutions goes beyond what could have seen before by human eye and/or manual measurement (see figures 6a, 6b and 6c). As a logical consequence, process optimisation is much more effective than before.
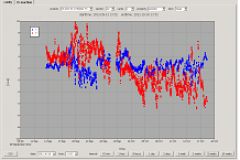
Figure 6a: Loading position in X and Y direction over a period of more than one month. Huge variations are visible, in the meantime opening up for huge improvements.

Figure 6b: The banana-shaped gob, which causes poor loading in the blank and results in poor glass distribution. The typical root cause of a banana is a worn deflector, due to non-alignment of the trough to the deflector
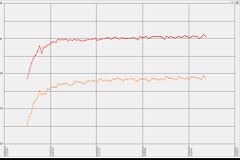
Figure 6c: Parison temperature profile after a section stop. It takes more than 15 cycles before reaching optimum performance again
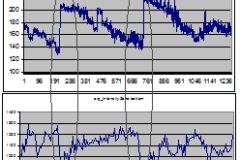
Figure 7: Gob length (top) correlates with bottom intensity/thickness (bottom). The logic is that when a gob is shorter and thicker, it will not load deep enough and will result in thicker bottoms
Obviously, a high level of variation at the blank side influences the quality of the container produced (see figure 7). Applying the Gob Assist and BTC in combination with the XPAR Vision InfraRed Dual system easily relates the two, allowing for effectively increasing the level of process control and making an important move towards zero defect production at the hot end; heading for perfection, while decreasing operator workload. This creates huge possibilities for lighter and stronger containers at higher speed and enhancing the competitiveness of glass container producers with other packaging materials.
Based on customer experience, accurate monitoring of gob loading and temperature conditions at the blank side results in numerous advantages. Structurally, think of increased knowhow regarding coating, swabbing, alignment of delivery, shape of deflector and optimal loading. Operationally, think of easy controllable optimal loading, less swabbing, less variations, less section stops, less critical defects, longer materials lifetime (deflector, troughs and blanks). In addition, valve problems will be visible, plunger tip problems (spikes) will be spotted, cooling set-up can be evaluated within a short time, timing difference will be visible in the temperature profiles, mould component designs can be tested for efficiency and the determination of ideal working temperatures for components is possible.
Gob Assist and BTC will be the source to create a higher level of sustainability of the forming process at the blank side, increased pack and quality, without increasing operator workload. As such, these solutions actually eliminate the black magic of container production at the blank side.
