
Need more information?
Get in touch with Paul Schreuders (CEO)
- +31503162888
- schreuders@xparvision.com

XPAR Vision is a firm believer that the current performance of the glass container industry has not reached its limit. Weight reduction, waste reduction and zero defects production are now possible by using the company’s equipment. In a series of exclusive articles for Glass Worldwide, Paul Schreuders shares the results of implementing the company’s technologies and how they help the glass industry.
As explained in the May/June 2015 issue of Glass Worldwide, the GobAssist (GA) monitors essential loading parameters, including:
The GA (figure 1) is mounted on a rail system and measures these loading parameters sequentially, section by section. Two high speed cameras capture the trajectory of the gob falling from the deflector into the blank mould. The GA-software analyses the many images and gives detailed information about the loading process. This second article reveals how the loading of the gob influences the forming process and bottle quality.
In the trajectory from the gob cut to the gob entering the blank mould, the gob will change. Normally gob length will increase, because of the liquid state of the glass but friction puts a limit to the length. The more friction along the trajectory, the shorter the gob. Because the amount of glass is constant, the diameter will also increase. The gob gets thicker, the speed lower and the arrival time of the gob in the blank mould will be later. If the friction is too high, the shape of the gob will be severely deformed.
The speed of the gob is too high for the human eye to follow. As the trend in the glass industry is to install IS machines with more and more cavities, no operator can see the differences in gob length or a deformation of its shape. Also, it is impossible for an operator to estimate the real falling position of the gob into the blank mould or estimate the gob speed. Only with GA is it possible to control the loading process.
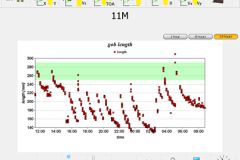
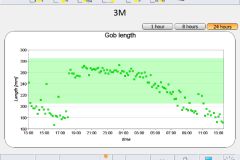
Together with its customers, XPAR Vision has discovered many important facts about gob loading. The most important parameters to control for a stable glass forming process are the length of the gob, the shape of the gob and the falling position of the gob into the blank mould. The length of the gob is a very important parameter and is responsible for many critical defects in bottles and jars. Due to increasing friction in the deflector or bad alignment of the trough and the deflector, the gob length decreases, the shape changes and the loading position of the gob will alter. Note that the change of length can be very fast. When the coating of the deflector is depleted, the length of a gob can change within 15 minutes from normal to critical! Continuous monitoring of the loading process is necessary, instead of once a day.
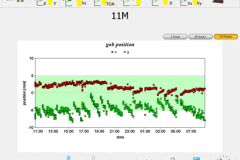
Due to this shorter length, shape distortion and uncentered position, the gob will not load into the blank mould properly, which results in poor glass distribution. This in turn is the cause of many defects, cavity jams and section stops (see figures 2a-2d).
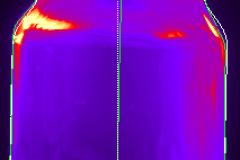
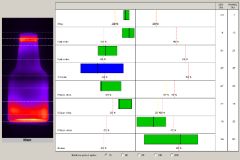
Gaining an insight to working with the GobAssist together with customers, XPAR Vision has learned how to achieve stable and reliable gob loading. As mentioned previously, gob length influences the glass distribution of the bottle. When the gob length gets shorter, glass distribution shifts towards more glass in the bottom and less in the shoulder and neck. This glass distribution shift is immediately recognised by the XPAR Vision InfraRed dual camera system (figure 3).

Knowing and understanding this, gob length is an important forming process parameter to consider. With GobAssist, the length of the gob can be monitored automatically and alarm limits can be set. When the gob length is too short, an alarm is given and the operator can perform the correct remedial action, before faulty bottles are produced or erratic section stops occur.
Among the discoveries made by XPAR Vision was that the main cause of the shortening of the gob is the increasing friction in the deflector (figure 4). When the gob enters the deflector, the gob hits the deflector at its impact point. Primarily, this determines the friction of the whole trajectory of the falling gob. The state of the coating of this impact point is most important to maintain good gob loading. When this coating is depleted by continuously hitting of the gob, the friction will increase rapidly and the loading process will be disrupted, resulting in faulty products and even section stops. Due to increased friction, the length of the gob will decrease, the shape will be changed, the gob gets thicker, the arrival time will be much later and the loading position of the gob will shift.
Consequently, controlling the friction of the impact point is the most important step for a stable and reliable loading process.
Transferring learning into operating procedures for the shop floor, the following should be applied:
Keeping the gob length within specific boundaries and the centered position of the falling gob in the blank mould ensures the gob will load into the blank mould properly, resulting in good glass distribution, without related defects or even jamming the cavity. With the availability of the GobAssist and its measurements, it is possible to reduce loading issues, to increase specific knowhow and thus improve forming process performance in terms of both efficiency and quality.
The next part of XPAR Vision’s ‘Amazing discoveries’ series of articles in Glass Worldwide September/October 2015 will reveal the latest insight and learning of the effect of other loading parameters to the forming process in terms of efficiency and quality.
