
Need more information?
Get in touch with Paul Schreuders (CEO)
- +31503162888
- schreuders@xparvision.com

XPAR Vision is a firm believer that the current performance of the glass container industry has not reached its limit. Weight reduction, waste reduction and zero defects production are now possible by using the company’s equipment. In a series of exclusive articles for Glass Worldwide, Paul Schreuders shares the results of implementing the company’s technologies and how they help the glass industry.
As explained in the last three issues of Glass Worldwide, the GobAssist (GA) monitors essential loading parameters, including:
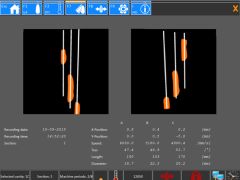
The GA (figure 1) is mounted on a rail system and measures these loading parameters sequentially, section by section. Two high speed cameras capture the trajectory of the gob falling from the deflector into the blank mould. The GA software
analyses the many images and provides detailed information about the loading process.
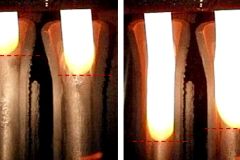
This fourth article reveals how the time of arrival (TOA) of the gobs in the blank mould influences the forming process and bottle quality. Traditionally, the delayed arrival of the gob is determined by the experienced eye of the operator or specialist. Typically, one will try to compensate by swabbing the deflector. In many situations, however, this will not be the cure as there are many conditions influencing the TOA, like increased friction in the trough, poor alignment of gob distributor (figure 2), trough and/or deflector (figure 3), as well as the condition of the shear block where the gobs are cut (figure 4).
In the worst case, the gob arrives so late that it touches the baffle, causing a section jam. An easy fix is to adjust the baffle-on timing to delay the forming timing of the cavity or section. In return, it causes unwanted effects on the glass distribution of the bottle or jar.
A simultaneous arrival time of the gob at all cavities per section but also in each section is a necessary condition for making good quality products. The GA measures the TOA accurately, section by section and automatically. It even allows compensation for the section offset, so comparing TOA in all sections of the IS machine is easy.
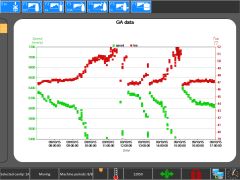
In figure 5a, the definition of TOA is explained. The GA measures the differences in TOA (in degrees) very accurately as it sees all gobs in one section.
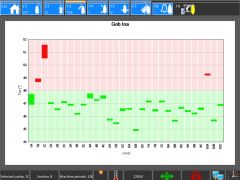
The machine overview for TOA (figure 5b) is intuitive, as the user can define the good (green area) and bad (red area). This instantly shows the cavities that are outside the tolerance and how these relate to the other cavities and sections; consider if the outlier is cavity-related, section-related or gob-related. Consequently, a quick root cause analysis is easy to make.
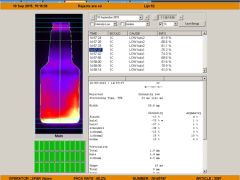
A friction change of the gob in the delivery has an effect on the TOA of the gob. GA identifies a drop of gob speed, as a result of which the gob will arrive a few degrees later than normal. This effect is shown in figure 6a, which indicates a problem in the delivery. Logically, this has an effect on the forming of the parison. Moreover, the consequence is a change in glass distribution in the bottle. The glass shifts more to the bottom with a thin neck as a consequence (figure 6b).
It is necessary to maintain the TOA of all gobs at the same level in order to optimise the timing of the forming process and avoid bad quality bottles. Control over TOA always results in the lowest glass distribution variation!
With GA, for every gob the TOA is measured automatically every five to 10 minutes and an alarm is generated for each cavity with an out-of-tolerance time of arrival. By correct usage, the monitoring of TOA of the gob is a simple, easy and safe job for the operator and is consistent among all operators. Next to the effect on quality, there is also the effect on the efficiency of the forming process (eg less section jams and less defective materials).
The next part of XPAR Vision’s ‘Amazing discoveries’ series of articles in Glass Worldwide January/February 2016 will reveal the latest experiences of the effect of loading and/or temperature parameters on the forming process in terms of efficiency and quality.