Need more information?
Get in touch with Jeroen Vincent
- +31503162848
- vincent@xparvision.com
Following his exploration of different steps to be taken towards optimising forming process stability and reducing the weight of glass containers, in the coming issues Paul Schreuders addresses amazing discoveries related to XPAR Vision’s BlankRobot development. Introduced at glasstec 2018 exhibition, BlankRobot is a true revolution in glass forming, whereby the amount of disturbances to the forming process is reduced drastically, hence paving the way for effective forming process automation. Here, the focus is on swabbing and the BlankRobot itself.
As the name suggests, the BlankRobot is designed not only for swabbing but for other applications as well. For swabbing, by applying a special lubricant together with a highly precise application, swabbing frequency is reduced to once every two to three hours only, leaving enough time for the robot to execute other functions.
In previous articles of the ‘Amazing Discoveries….’ series, the functionalities and consequently the learnings of the BlankRobot in operation have been reviewed. This article provides a quick comparison between currently available technologies for automatic swabbing for blank mould and neck rings.
When considering the different technologies for automatic swabbing that are offered by various suppliers, these can be categorised in three groups: (1) by using a robot on IS machines, swabbing section by section; (2) by installing a fixed add-on tooling per section; and (3) by installing a cavity-based assembly to apply carbon by means of an acetylene/oxygen mixture that is ignited. The most important difference in functionalities between the categories is whether they are able to lubricate neck rings or not. The second and third options do not provide neck ring swabbing. Therefore, this quick comparison concentrates on the robot-based automatic swabbing solutions, where the systems offered provide both blank mould and neck ring swabbing.
A robot-based technology for automatic swabbing is based on the technology that a robot arm is positioned over the blanks and performs a downward movement into the blank to apply the lubricant by means of a nozzle-based spraying method. The robot, with all available systems using a Fanuc model, is moved from section to section by a dedicated carrier design. This carrier uses either a rail-mounted on section boxes or mounted on the operator control panel construction. The space required for these two types are not significantly different.
From a conceptual perspective, the section box-mounted rail type provides the option for more additional functions (besides swabbing) to be applied by the robot solution.
When looking at the appearance of the different systems offered, some come with a closed carrier casing for safety protection for machine workers. Others do not provide this additional safety protection.
Finally, the different lubricant application assemblies are to be emphasised. Some provide with their standard configuration a spraying nozzle that lubricates the blank profile from one position over the blanks. Others come with dedicated nozzle tools (nozzle-lance assembly) that enter into the blanks to follow the blank profile from top to bottom. As such, these also swab the neck rings from inside.
XPAR Vision’s BlankRobot uses a carrier rail-mounted on section boxes, has a closed carrier casing for safety protection and uses dedicated nozzle tools, allowing for both blank and neck ring swabbing.
As well as the technical differences reviewed above, an important comparison comes from the performance of the different robot swabbing systems. Here, several performance areas can be differentiated. In this comparison, the areas that are discussed are process disruption, consistency, operability, consumption and health and safety.
In the genes of XPAR Vision is the ‘fight’ against variation in the forming process. This originates from the year 2000, when the company presented its first generation InfraRed (IR) camera systems to the glass container industry.
Over the years, while being at the seventh generation of IR-system software, XPAR Vision is still the hot end technology leader, with a complete portfolio of hot end sensor systems measuring forming process variations; think cullet quality, glass homogeneity, glass viscosity, ambient temperature (manual) swabbing, equipment wear etc.
Available sensor systems start with gob condition (shape, weight, temperature with GobMonitor) via gob loading (GobAssist) and blank mould, neck ring and parison temperature control (BTC) to cavity-based process monitoring and quality inspection of each bottle (IR-D). The ultimate purpose is finally to measure only ‘true’ process variations and make these measurements available for closed loops (process control).
One main factor of the disturbances or disruptions while making a bottle at constant quality with highest output is the swabbing. Manually, this is an inconsistent, repetitive action but one that is necessary to keep the sections running. Inconsistency starts with several operators maintaining the IS machine day in, day out, each operator performing differently. Here, automatic robot swabbing brings the first added value. However, alternative systems perform differently by concept.
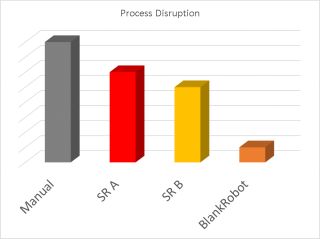
For all available systems, the swabbing frequency is different (from every five-seven minutes up to every two-three hours). Here, XPAR Vision’s BlankRobot chooses the approach of ‘less is more’. The BlankRobot is designed to apply lubricant extremely accurately in very low quantities. Combined with its special lubricant from LubriGlass, the BlankRobot needs to swab only every two-three hours, without disturbing the process in meantime. With alternative equipment, more frequent swabbing is required and in higher and less accurate application (weak quantity control and/or poorly controlled application).
Represented in figure 1, the level of process disruption between automatic robot swabbing systems becomes clear.
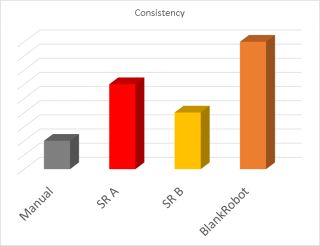
Important for process performance and thus bottle quality is the repeatability of the swabbing operation. Together with the precision and accuracy of the application of lubricant, this combines to a good level consistency of swabbing. As indicated earlier, the constant change of operators, shift by shift, result in poor repeatability and consistency when swabbing. Here, swabbing robots do better, of course. When comparing precision, however, the BlankRobot is – by design – the outstanding option. In every swab action, BlankRobot precisely applies the same quantity of lubricant to the defined areas in blanks and neck rings. With other systems, quite simply, this level of perfection is technically unavailable.
XPAR Vision’s BlankRobot applies exact and precise quantities. These two elements of consistency are best guaranteed with this option (see figure 2).
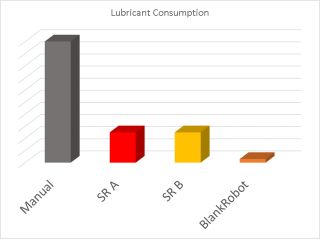
A straightforward comparison is possible by reviewing the commercial sales information from different suppliers relating to the lubricant consumption. Adding an experience number from the BlankRobot in 24/7 operation on a 12-section double gob IS machine, where it consumes 0.1 litres/ day for all cavities, it reflects in the comparison shown in figure 3.
With operability, several aspects are to be considered. Firstly, how easy to use are the user interfaces in comparison? In essence, the XPAR Vision BlankRobot asks basically for only layer thickness of lubricant to be applied and the areas where wanted. All other movements of the robot are predefined, based on initial calibration of the BlankRobot against the section’s dimensions (moulds, deflectors, baffles etc). With other robots, movements need to be programmed with a dedicated robot movement control unit, separate from the actual user interface, where product-related settings are configured.
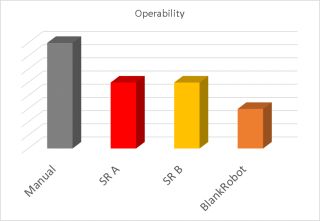
Furthermore, the aspect of accessibility to sections is taken into account. The more frequent the swabbing robot moves from section to section (swab interval), the more access for the workers to the sections is compromised. Additionally, the worker’s access to sections blocks the swabbing operation, which consequently means the workers have to swab manually for that period, as the process needs to maintain operation (see figure 4).
The impact on workers’ health from swabbing is generally related to the smoke and fumes that arise when oil-based lubricant is applied to the hot surface of the blanks. Oil burns and vaporises into the air with significant health impacts. Even when applied by a robot swabbing system, these health risks occur but at a lower extent.
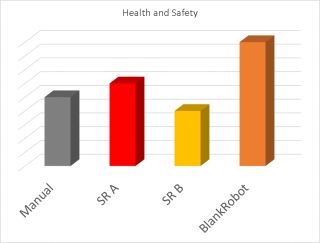
Taking this into account with the oil consumption and swab interval, the comparison becomes clear again. The factor of safety come with other dimensions, where access to the sections is one of the differentiators.
XPAR Vision’s BlankRobot allows workers to access sections with much lower interference to the robot swabbing operation. Each two-three hours swab interval does not intervene with operator tasks like very high swab frequencies. Especially in these situations, the safety risk is high, as the operator should swab manually when the swabbing robot is unable to during worker interventions (see figure 5).
A comparison of automatic swabbing systems by means of a robot is helpful for potential users to make a selection based on important topics. Ultimately, the bottom line selection is also a choice for the concept behind the solution.
Is copying the manual swabbing operation into automation ultimately the company’s goal? Any robot will do the job. Looking further into the future, additional tasks that a robot could perform as well as to swabbing makes the selection obvious. To perform new functions, the robot simply needs time. It is obvious that with five minutes’ swab intervals of even 15-20 minutes, the robot has no spare time to perform other functions when needed. Here, the XPAR Vision BlankRobot is the only option.
What tasks or functions are within reach is the next interesting subject. XPAR Vision believes in the automatic adjustment of deflectors, based on GobAssist measurement data input and verification. Furthermore, deflector swabbing is feasible. Realising these functions are still to be developed, the selection of an automatic swabbing robot is not one for the short-term (swabbing only) but for a longer period. When taking this into consideration in the selection process, users receive the best designed swabbing robot in the short-term as well!
