Need more information?
Get in touch with Jeroen Vincent
- +31503162848
- vincent@xparvision.com
Following his exploration of different steps to be taken towards optimising forming process stability and reducing the weight of glass containers, in the coming issues Paul Schreuders addresses amazing discoveries related to XPAR Vision’s BlankRobot development. Introduced at last year’s glasstec exhibition, BlankRobot is a true revolution in glass forming, whereby the amount of disturbances to the forming process is reduced drastically, hence paving the way for effective forming process automation. Here, the focus is on swabbing and the BlankRobot itself.
As explained in issue 74 and subsequently, following the Paris Climate Change Conference (COP21) and taking their social responsibility seriously, many if not all food and beverage packing companies are actively working to reduce their carbon footprint. Since packaging is a substantial part of this carbon footprint, supply chain collaboration is a key for success. Knowing the competitive field of metal, plastics and bio-based packaging, for glass the keys to survival are to recycle and reduce weight (improving the content-to-glass ratio). Reducing weight requires further optimisation of forming process stability.
For 20 years, XPAR Vision from the Netherlands has been leading the development of hot end sensors for improved glass container forming. At last year’s glasstec event in Dusseldorf, the company launched its own Blank Robot device.
As the name suggests, the BlankRobot is designed not only for swabbing but for other applications as well. For swabbing, by applying a special lubricant together with a highly precise application, swabbing frequency is reduced to once every three hours only, leaving enough time for the robot to execute other functions. This article explains the necessity for knowledge about all aspects of swabbing in order to support users in the effective application of swabbing robots.

In the last XPAR Vision ‘Amazing discoveries…’ article (parts 21), the operating principles for swabbing blow-blow products was described, from references where the BlankRobot has been operated in green and flint glass production (figure 1).
XPAR Vision maintains several BlankRobot systems in daily operation at various customers. Here, the benefits in terms of process improvements and effect to bottle quality are explained further.
As explained in the part 21summary, the experiences of customers using BlankRobot in daily operation confirm the XPAR Vision BlankRobot concept. Using special LubriGlass lubricant in a dedicated manner and special application technology, expectations are met and even exceeded when considering the positive additional effects. Swabbing intervals are increased to 120 minutes in blow-blow compared to a maximum of 30 minutes by manual swabbing or competitive robot swabbing.
In the end, numbers are leading to determine the performance of automatic swabbing. With reference to the BlankRobots in daily operation at different customers in blow-blow production, XPAR Vision is delivering to the expectations set during the equipment’s introduction in 2018. Expectations set at that time deliver effective automatic swabbing, resulting in extended swab intervals. With fewer swab cycles, disturbance to the forming process due to swabbing the stability of the forming process increase, with better efficiency and improved bottle quality as a result.
With the above-mentioned swab interval in blow-blow production, which is expected to extend to 180 minutes intervals on NNPB lightweight production, the disturbance of swabbing to the forming process is minimised to almost zero. The BlankRobot achieves this by the concept of precisely applying a special and patented lubricant (from LubriGlass) in extremely small amounts to the blanks and neck rings.
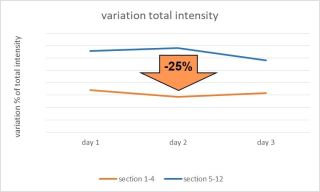
Looking at the process performance in terms of the level of process variation, ideally measurable by the XPAR Vision IR-D system, the high level of repetitiveness and reproducibility when applying automatic swabbing results in up to 25% reduction in overall forming process variation (figure 2).
This results not only from replacing manual swabbing by robotised swabbing (approximately 10% improvement) but an extra gain of approximately 15% also comes from the increased swab interval by the BlankRobot.
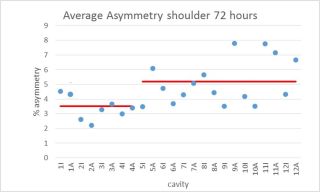
The increased forming process stability directly reflects in better and consistent quality of the bottles produced. The best indicator to observe involves wall thickness problems, which are an immediate effect of poor swabbing performance or in other words, high swabbing disturbance. Wall thickness variation shows itself in uneven glass distribution in the bottle. The circumferential or horizontal glass distribution is the perfect indicator to be observed. In the IR-D, this indicator is referred to as ‘asymmetry’.
When reviewing the performance of asymmetry in the bottles from sections swabbed with BlankRobot (one-four) and the other sections by manual swabbing (five-twelve), an impressive improvement of 30% is shown (figure 3). A lower level of asymmetry indicates a more even horizontal glass distribution.
The BlankRobot automatic swabbing operation shows direct improvement in process performance and bottle quality. Gains are found in process stability, with direct opportunities for bottle weight reduction and production speed increases and direct financial gains in terms of fewer quality losses due to swabbing.
Besides the positive effects to the bottle and the forming process, it is important to evaluate the effect on production means as well. One important factor here is the time (blank) mould sets can be used effectively. Experience shows at least an equal stand time of the blanks, which means no negative effect on the lifetime of blanks.
Additionally, a factor not originally considered but one that has a positive spin-of effect is the fact that automatic swabbing with BlankRobot is a pre-condition to refrain from using a coating on blanks.
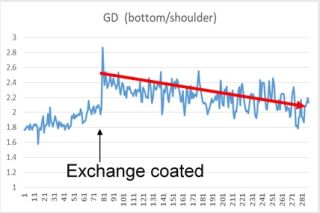
In figure 4a (glass distribution in time (10 minute intervals) on one cavity), the impact on glass distribution is evident when exchanging a coated blank with a new coated blank. This effect is not noticeable when uncoated blanks are put in when replacing blanks.
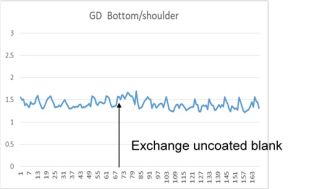
In figure 4b (glass distribution in time (10 minute intervals) on one cavity), the impact on glass distribution is insignificant. These results are observed during the same production run with coated blanks swabbed manually and uncoated blanks swabbed with the BlankRobot. The fundamental effect of lower glass distribution ratio (1.8 verus 1.5) comes from the improved process variation by automatic BlankRobot swabbing, as outlined earlier.
As a pre-condition to work with uncoated blanks, automated swabbing with BlankRobot is a necessity. Precise swabbing is needed after blank exchange at individual cavities to guarantee process stability in terms of stable glass distribution.
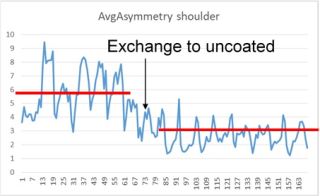
Additionally, the effect seen before in the horizontal glass distribution is clearly visible. In figure 4c, the asymmetry level in the shoulder is observed for coated blanks versus uncoated blanks. Here, a 20% improvement, additional to the 30% seen in figure 2 is achieved. The combination of using uncoated blanks in combination with BlankRobot swabbing brings enormous potential for process improvements. The total of 50% less variation in horizontal glass distribution while maintaining stable glass distribution in time is achievable with the implementation of the BlankRobot for automatic blank swabbing.
In addition, avoiding the cost of coating is financially interesting. Even more importantly, the health and safety of mould shop workers is no longer compromised, as well as the environmental impact by not having to apply hazardous coating substances.
The experience of customers using the equipment in daily operation confirms the XPAR Vision BlankRobot concept. Using a special lubricant from LubriGlass in a dedicated manner by innovative application technology, expectations are met and even exceeded when considering positive side-effects. Swabbing intervals are increased to 120 minutes compared to a maximum of 30 minutes by manual swabbing or competitive robot swabbing.
The positive effects are supported by the numbers shared in this article. Gains are found in process stability, improved glass distribution and reduced swabbing-related defects, bringing direct opportunities for bottle weight reduction and production speed increases.
With blow-blow bottle production and neck rings, the dynamics are different again. In future articles, the author returns to the effects of using a BlankRobot with this equipment.
