Following his exploration on different steps to be taken towards optimising forming process stability and reducing the weight of glass containers, in the coming issues Paul Schreuders addresses amazing discoveries related to XPAR Vision’s BlankRobot development. Introduced at last year’s glasstec exhibition, the BlankRobot is a true revolution in glass forming, whereby the amount of disturbances to the forming process is reduced drastically, hence paving the way for effective forming process automation. Here, the focus is on swabbing and the BlankRobot itself.
As explained in issue 74 and subsequently, following the Paris Climate Change Conference (COP21) and taking their social responsibility seriously, many if not all food and beverage packing companies are actively working to reduce their carbon footprint. Since packaging is a substantial part of this carbon footprint, supply chain collaboration is a key for success. Knowing the competitive field of metal, plastics and bio-based packaging, for glass the keys to survival are to recycle and reduce weight (improving the content-to-glass ratio). Reducing weight requires further optimisation of forming process stability.
For 20 years, XPAR Vision from the Netherlands has been leading the development of hot end sensors for improved glass container forming. At the recent glasstec event in Dusseldorf, the company launched its own Blank Robot device.
As the name suggests, the BlankRobot is designed not only for swabbing but for other applications as well. For swabbing, by applying a special lubricant together with a highly precise application, swabbing frequency is reduced to once every three hours only, leaving enough time for the robot to execute other functions.
This article explains the necessity for knowledge about all aspects of swabbing in order to support users in the effective application of swabbing robots.
How to swab
Every glassmaker is experienced in the way its operators swab blank moulds and neck rings. This experience has been developed over many years of trial and error but resulted in a highly fine-tuned standard operating procedure. It is considered a true art for their production. In addition, often the art of swabbing is different for each product they run.
In recent years, manual swabbing is increasingly replaced by robots providing automatic swabbing. First time users have gained experience over time but generally are still struggling to find the correct SOPs for swabbing blanks and even more for swabbing neck rings. As a result, the effectiveness of robot swabbing and in connection the expected efficiency improvements are not met! The obvious reason for this situation is that glassmakers are discovering the best practice for automatic swabbing again from zero. And more evident, they are left alone by the suppliers of swabbing robots.

However, there is an exception to this rule. XPAR Vision maintains a consultancy group, with highly experienced (former) glassmakers assisting customers to apply hot end sensor technologies into normal operation. Sharing knowledge is a key success factor for making each system effectively used for the highest benefit of the customer organisation. With its introduction of the BlankRobot, XPAR Vision is doing the same. The knowledge and experience of the consultants with glassmaking provides added value for fast and effective implementation of the BlankRobot for swabbing.
Knowledge of the influencing factors to swabbing, the effect to the way lubricant needs to be applied by the robot and of which parameters to adjust for optimised results in terms of bottle quality and efficiency is handed over to BlankRobot users by the XPAR Vision consultants. With on-site assistance and training on-the-job, XPAR Vision ensures optimised pay-off of the introduction of automated swabbing within the customer’s organisation.
Swabbing influences
The objective with swabbing blanks and neck rings is to apply a durable graphite layer to the interior surface of the blanks. With this durable layer, the condition of the blank coating is maintained as long as possible. This determines the stand time (time between exchange) of the blanks.
The application of this graphite layer is targeted to specific areas in the blank profile, especially where the gob enters the blank. This is the first influencing factor of the performance of the swab operation. Each time the gob loads into the blank, it impacts the graphite layer and if this layer becomes too thin, also to the coating of the blank. The level of the impact of loading depends on the frequency (machine speed), gob weight and loading position. Frequency and gob weight relate strongly to the graphite layer thickness needed to apply at the area of the blank surface where impact takes place. Optimising this graphite layer thickness is a key factor for the duration that the blanks can be effectively used in the section.
The third mentioned factor, position of the loading into the blank influences the aspect defects produced in the bottle or jar. Think of loading marks, which traditionally are often compensated by an extra manual swab.
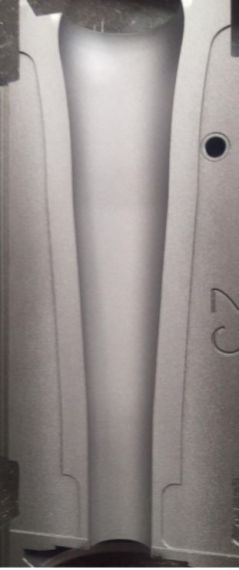
Of course, the impact of the gob into the blank is also influenced by the profile of the blank. With a smooth profile, deterioration of the graphite and/or coating layer will be less than with a more pronounced profile. Figure 1 (a & b) gives examples of corresponding blank profiles. Figure 2 shows the BlankRobot in operation.

Lubricant
Returning to the objective of swabbing to apply a durable graphite layer to blank surfaces and neck rings, the durability of the graphite layer is highly dependent on the composition of the lubricant and the consistency in which the layer is applied. The only lubricant manufacturer to have developed a lubricant range for specific use in swabbing robot application is LubriGlass. As described in detail in previous Amazing Discoveries… articles, the LubriGlass LGL2 range is distinctive in its composition compared to traditional lubricants for swabbing robots.
The LGL2 lubricant’s composition is designed for its durability when applied precisely and consistently on all blanks. Other than current swabbing robots in the market, the XPAR Vision BlankRobot is specifically designed for extremely precise and highly repeatable application of the lubricant. LubriGlass LGL2 is therefore exclusively supplied with the BlankRobot.
Summary
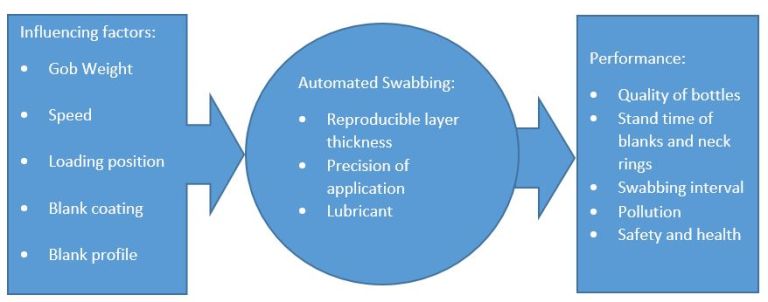
The knowledge of understanding the influencers to the effectiveness of automatic swabbing is a key success factor for the successful implementation and utilisation of a swabbing robot. Knowledge transition from the supplier to the user is ultimately important for beneficial results of introducing automated swabbing to the glass production process. Figure 3 lists all aspects of automated swabbing.
When reviewing the list of influencing factors, knowledge of glassmaking is indispensable when supporting a glass producer with the implementation of automated swabbing. The standards used and applied with manual swabbing are impossible to copy one-to-one to automated swabbing.
XPAR Vision is the only supplier offering this knowledge via its consultancy group. Furthermore, the consultancy service comes complementary when investing in the BlankRobot, representing a truly special offering in the landscape of swabbing robot suppliers.
Next steps
As with any innovative technology, with its market introduction the real learning starts from here. Within future Amazing Discoveries series articles, this information will be shared.