Need more information?
Get in touch with Paul Schreuders (CEO)
- +31503162888
- schreuders@xparvision.com
Paul Schreuders provides examples of performance improvements realised via the use of XPAR Vision hot end technologies.
Using available hot end technologies, the global glass container industry could perform much better than it does currently, in terms of value/money, material/energy usage and carbon emissions, as well as the improved health, safety and wellbeing of its employees. Here, examples of performance improvements with the use of XPAR Vision hot end technologies are reviewed. Based on these real life examples and an insight to future developments, it is argued that the industry can perform 20%-25% better than today. With a market value of US$45 billion, this represents a saving of US$10 billion!
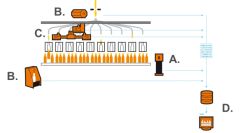
Nowadays, the XPAR Vision product portfolio consists of the InfraRed Dual camera system (IR-D), Infrared Gob weight Control system (IGC), Gob Assist, Blank side Temperature Control (BTC) and SQL based information system (XMIS). All these solutions are shown in position along with the IS machine in figure 1.
With the focus on hot end inspection and forming process control, the availability of these solutions basically creates the following opportunities:
Using these opportunities results in performance improvements in terms of efficiency and quality. Obviously, the extent of actual performance improvements relates to people working with the technology.
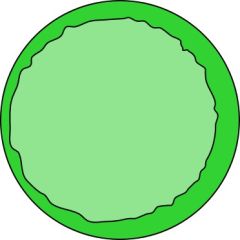
The IR-D has been in the market for more than a decade and today, more than 400 production lines are equipped with this technology. The two cameras are positioned at an angle on each side of the conveyor belt directly after the IS machine (before the coating hood), as shown in figure 2. With the cameras, a thermal image is made from each passing bottle. The thermal image is an accurate representation of glass distribution within the bottle; more red/yellow means more infrared radiation (= more glass), more blue/dark means less infrared radiation (= less glass). As shown in figure 3, this infrared information allows for the visualisation of critical defects at the hot end.
The latest software version effectively detects (and rejects if required) birdswings, freaks, thin spots, thin bottoms/necks/walls, chocked necks, stuck ware, inclusions, shapes, verticality, fins and wedged bottoms etc. Once set-up has been completed, detecting and rejecting is automatic. Besides detecting and rejecting critical defects, the infrared information allows for visualising the forming process behaviour in terms of variations in intensity, asymmetry, shape, verticality and transport. The infrared information represents a fingerprint of the process status and provides direct information on which process variables have failed (such as thermal condition, swabbing, loading, stop-start section, IS machine etc).
Because the factual information provided is cavity-related and in realtime, it is relatively easy to execute root cause analyses for any detected defect (see figure 4).

Figure 2: With two cameras positioned at an angle on each side of the conveyor belt directly after the forming machine, a thermal image is made of each passing bottle
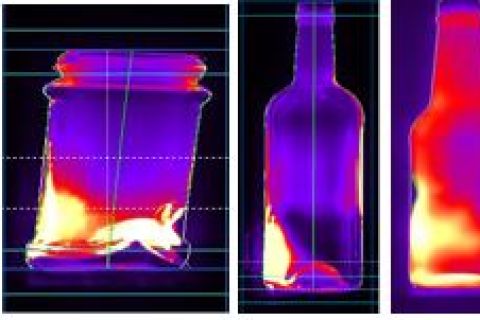
Figure 3: Critical defects are visualised by means of thermal images

Figure 4: intensity values of different zones of bottles produced for one hour on one single cavity… the less variation, the less problems, the less defects produced

Improved ware spacing: Bad transport causes a high amount of fallen or stuck ware on the belt, at the entrance of the coating hood or at the ware transfer. With the IR-D device, the distance between bottles on the conveyer belt and the variation in this distance is measured and visualised in a so-called transport screen. Here, it is indicated how to change the timing to achieve optimised transport. Optimal transport has equal (average) distance between bottles and a low level of variation (see figure 5). With this functionality, performance improvements of between 1% and 4% have been reported.
Reduced held ware/blocked ware/resorting: Due to the possibility to detect and reject defects at the hot end and because the information is cavity-related, by informing the cold end proactively and in time, there is much less need to block ware for these reasons. With this functionality, a reduction of held ware/blocked ware/resorting of 50%-80% has been reported.
Improved total inspection performance, reduced specific rejects produced, time gain: Detecting and rejecting defects at the hot end ensures a smooth process at the coating hood, annealing lehr and cold end and increases the total inspection performance. By relating defects produced to the happenings in the forming process, root cause analyses can be executed relatively easy. Applying the related learning/understandings/findings leads to a higher level of forming process control and thus, less uncontrolled section stops and a reduction of specific rejects produced. Having the information in real-time (in comparison to the alternative of having no factual information and/or having factual information only one hour later) dramatically increases the number of potential improvement actions to be executed and thus, the effectiveness of learning as the result of any interference action is immediately visible. In this context, performance improvements have been reported between 2% and 10%. In addition and perhaps even more importantly, less customer reclamations have been reported. This is a clear indication that the cost of the customer’s poor quality has reduced.

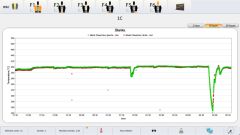
Improved swabbing: Bad swabbing (too wet, too often) causes a high amount of forming process instability (temporary shift in glass distribution) and also critical defects. With the IR-D, the intensity variation is measured and visualised in so-called intensity control charts. Measurements are made in time and per cavity and per specific zone of the bottle (eg bottom, body, shoulder, neck). In the control charts, the effect of swabbing is clearly visible (figure 6). Optimal swabbing results in relatively low forming process disturbance. With this functionality, performance improvements have been reported of between 1% and 2%as well as improved health, safety and wellbeing of employees.
Improved job change: As swabbing and also as section stop-start, a job change goes with a high level of forming process instability. Having different IR-D information (transport, overview, machine graph) available at the beginning of a new job results in improved job change performance and a shorter ramp-up time. Job change performance improvements from 1% to 2% have been reported.
The XPAR Vision Infrared Gob weight Control solutions (IGC) monitors the weight of the products and automatically corrects them by adjusting the tube height (or plunger). The ICG is an add-on to the infrared camera solution and as such, forms an integrated system.
The intensity of the total amount of emitted infrared light as measured by the InfraRed Dual camera solution is an important factor, as it tells the user everything about the mass of the product. In theory, the total intensity has a linear relationship to the total mass. When, for example, the mass of the products rises over time, the measured intensity will also rise. This information forms the input to a control loop, which calculates the ideal position of the tube (or plunger) for that moment. The control loop forms a robust and reactive concept that can recognise weight variations of less than 0.5%.
The self-regulating capabilities of the system reduce the operator’s workload, while reducing variance in the weight of the individual gobs over time. Low variance in the weight of the gobs leads to less glass usage, fewer defects and a more stable production process. With the IGC performance, improvements of 1% have been reported.
The Gob Assist comprises a camera module with two optical cameras at an angle that glides along a rail system, which is robustly attached to the IS machine and enables the camera module to move to all different sections. The cameras take images at a speed of 500 frames per second from the moment the gob leaves the deflector until the moment the gob has fallen completely into the blank mould (see figure 7).
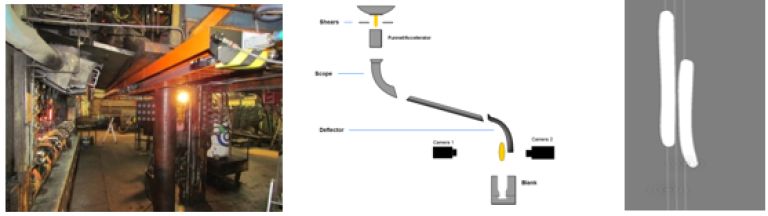
The software then processes this sequence of images in near real-time. The images from both cameras are combined to reconstruct a three-dimensional image of the gob, allowing for measurement of the speed, length, position, diameter, shape, orientation and time of arrival of the falling gobs. With this information, it is possible easily to find and maintain optimal gob loading and to retrieve optimal gob loading after an equipment and/or job change. The XPAR Vision Gob Assist has been commercially available for about two years. Customer feedback with regard to performance improvements and/or its potential is very promising. Logically, because the technology is recent, factual knowledge has to be built up. To date, the following observations have been confirmed:
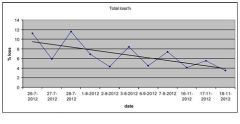
By closely steering on gob variables less uncontrolled section stops, improved material/coating lifetime, reduced swabbing and improved bottle quality have been reported. Based on current customer feedback, it is concluded that optimised loading leads to less critical defects produced and performance improvements of 2% to 5% (figure 8). A most important side effect of optimised loading is its contribution to health, safety and wellbeing, due to much less operator interference on the IS machine.
The Blank side Temperature Control is an add-on to the Gob Assist and glides along the same rail system. The BTC contains two different temperature sensors. With the BTC, glassmakers are able to perform contactless temperature measurement at the blank side.
At the blank side, the gob is transferred into a parison. During that forming process, an amount of heat is extracted from the glass, in order to produce a stable parison with a good temperature profile, which is a precondition for getting an even glass distribution at the blow side. By measuring temperatures of all components at the blank side (neck ring, plunger, gob, blank halves, parison) the consistency of heat transfer from the glass to the mould components will be evident (see figure 9).
The advantages of the BTC are numerous: Valve problems will be visible, plunger tip problems (spikes) will be spotted, cooling set-up can be evaluated in a short time, timing differences will be visible in the temperature profiles, designs of mould components can be tested efficiency and the determination of ideal working temperatures for components is possible. As such, the BTC will be the source to create a higher level of sustainability of the forming process at the blank.
The examples provided so far all relate to performance improvements in terms of efficiency and quality. Applying these solutions allows for increasing the level of process control and making a drastic move towards zero defect production in the hot end (heading for perfection!) and thus, widely opening the door to obtaining lighter and stronger containers at a higher speed, as such using less energy, reducing the emissions and enhancing competitiveness with other packaging materials like PET, cans and cartons.
In fact, talking about (ultra) lightweighting, the starting point should always be forming process control. The logic is simple; how is it possible to make (ultra) lightweight containers with a relatively high level of forming process variation and thus with a relatively high level of variation in glass distribution (glass thickness) in the bottle?
Measurements show that today, due to variations in glass thickness (both horizontally and vertically), more than 30% too much glass is used, in comparison to an ideal situation (figure 10). What an opportunity!
Following the examples given here, it is not too difficult to conclude that by applying XPAR Vision hot end technologies, huge performance improvements are within reach. Based on the technologies available today and without the effect of possible weight reductions, it can be concluded that a 10% performance improvement is within reach for every existing production plant.
Moreover, with these technologies automation of the glass forming process is possible, opening the door to ultra lightweight and zero defect production. Ultimately, it can be concluded that the global glass container industry can do much better than today and that there is every reason to be optimistic about the future of glass packaging.
