
Amazing discoveries … Part 12!
automatic gob weight control
Following his views on optimising forming process stability and reducing the weight of glass in general terms (Glass Worldwide issue 74), from this article onwards Paul Schreuders explores the different (individual) steps to be taken towards optimising forming process stability and reducing the weight of glass containers. Here, the focus is on automatic gob weight control and XPAR Vision’s solution.
As explained in the last issue, following the Paris Climate Change Conference (COP21) and taking their social responsibility seriously, many if not all food and beverage packing companies are actively working to reduce their carbon footprint. Since packaging is a substantial part of this carbon footprint, supply chain collaboration is a key for success. Knowing the competitive field of metal, plastics and bio-based packaging, for glass the keys to survival are to recycle and reduce weight (improving the content-to-glass ratio). Reducing weight requires further optimisation of the forming process stability.
Accurate gob weight control
The importance of accurate gob weight control over time is obvious. Control over gob weight reduces its variation. The gob forming process is a result of a number of factors that affect the weight of the gob, such as forehearth temperature, viscosity, glass composition and colour of the glass. Less deviation of gob weight leads to less glass usage, fewer defects and a more stable production process. It is a fundamental step towards increased efficiency and profit.
Manual control
Traditionally, gob weight control is part of the tasks of the operator. Time after time, a bottle or a series of bottles is taken from the conveyer belt and is weighed by the operator. In cases where the weight is too high or too low, the operator takes corrective action. From here, the process is repeated over and again.
With manual control, however, the accuracy is often low. In between the weighing of containers, no corrective action takes place. Also, the accuracy in the shifts are never the same, as people do not perform in identical ways. The result is that any manual observation and correction is always too late and in consistent, leading to a high level of weight variation. This is shown in figure 1. In order to structurally reduce the weight variation, automatic (system) control is a necessity.
Automatic (system) control
The attainment of high accuracy gob weight control requires the process to be automated. Continuous monitoring is a precondition for timely correction of any deviation in weight, leading to a low level of weight variation. In addition, effective automatic (system) control should be able to react to and deal with sudden (eg section stop) or long-term (eg glass composition) changes in the forming process and anticipate on standard operating procedures like swabbing at the same time. Only such a system will effectively reduce the operator’s workload, while minimising the weight deviation of individual gobs over time.
Benefits of automatic gob weight control
Besides reducing the operator’s workload and minimising the weight deviation of individual gobs over time, automatic gob weight control leads to:
- Less section downtime
- Less weight-related defects (eg unfilled finish, over-pressed, thin bottom)
- Less volume variation of the products
- Potential for further weight reduction
- Less time-consuming operator actions
- Less overregulation by the operator
Infrared gob weight control
Available on the market since 2003 and regularly upgraded, XPAR Vision’s InfraRed Gob weight Control system (IGC) has proved to be an extremely effective tool for automatic gob weight control. The IGC monitors the weight of products continuously and automatically corrects it by adjusting the tube height and/or plunger. It is an add-on to the InfraRed Dual camera solution (IR-D). Together, they form an integrated system for bottle quality control.
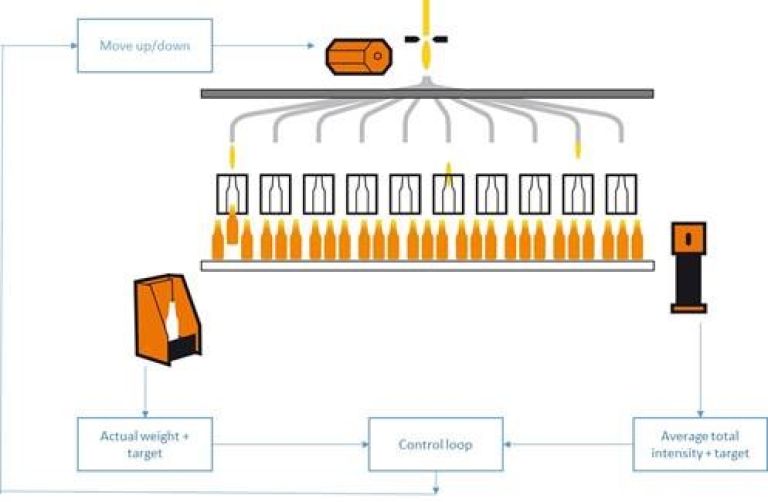
The intensity of emitted infrared light of each product, measured by the IR-D, is an important factor. It tells everything about the mass of the product. In theory, the total intensity has a linear relationship to the total mass. For example, when the mass of the products rises over time, the measured IR intensity will also rise. This information is imported to a control loop that calculates the ideal position of the tube (and/or plunger position) for that moment.
The IGC also receives weight measurements by the integrated scale. It correlates the weight of the product to the measured IR intensity frequently. This correlation step ensures the effect of changes in glass composition to the infrared intensity level, for example. All in all, the closed loop continuously and automatically controls the tube and plunger height inside the feeder (figure 2).
Integration with IS machines
The IGC system basically fits in any glass container production line. Adaptable for single IS machines with any size sections or gobs, it also supports tandem IS machine lines, even with more than one product (and weight) produced on the same production line. The system is suitable for all forming processes (BB, NNPB and PB) and all container types (round and non-round bottles or jars). It can be supplied with a dedicated motor for adjusting the tube height or can have a direct interface to any (electronically steered) tube and plunger motor (direct tube motor interface). Meanwhile, tube motors from Bucher Emhart Glass, Bottero, BDF and a proprietary design are supported. Support for Heye tube motors will be implemented soon. The direct interface makes the installation and commissioning of the IGC very straightforward and fast.
Easy to operate
For machine operators, use of the IGC system is easy and straightforward. Their tasks in relation to keeping the gob weight stable are reduced to simply weighing the product. The IGC system will automatically make the necessary adjustments to tube or plunger settings. Recently, the system has been upgraded with a so-called start-up mode, which enables the IGC to be part of the job change to reach to the new gob weight setpoint faster and start controlling the gob weight from there. The IGC system guarantees stability in gob weight. No remedial actions are needed on the shop floor, so the job becomes easier and safer.
Integration to any production information system
The IGC system comes with embedded protocol to share the scale weighing data with commonly used production information systems like Vertech’s SIL and EKF’s iAFIS. Since all measurements are instantly stored in an SQL database, including the actual scale weights and all corrective actions the IGC has performed, a database connection to any customer production information system can easily be made. With all of this data, offline analyses can be performed over a long period of time. These analyses give better insight to the condition of the complete IS machine, furnace/feeder condition, tube condition, as well as spout condition.
Payback
Process stability is a must have for (ultra) lightweight container production. The IGC has already proved its payback time at numerous installations. In practice, weight deviations of 0.2%-0.3% of the gob weight have been reported, without exception. And the side effects are less section downtime, less weight-related defects (e.g. unfilled finish, over-pressed, thin bottom) and reduced operator workload.
Besides the IGC provides historical data of not only weight but also tube movement, which basically relates to furnace and feeder performance and glass condition changes. Analyses and understanding of this data contributes to the optimisation of furnace and feeder performance.
Next steps
The scope of this Amazing Discoveries series of articles is to explore (pre)conditions and steps to be taken towards optimising process stability and reducing the weight-to-volume ratio of glass containers. By stabilising the weight of the gob by means of automatic (system) control, the first pre-condition is met. It opens the way to control glass distribution to a higher level, which in return opens the way to reduce the bottle weight structurally.
This answers the needs of customers of glass container manufacturers (see the first paragraph of this article) to remain or even regain competitiveness against other packaging materials.
In future articles in the Amazing Discoveries series, the author will describe a next phase in the forming process, where optimisation of process stability can be realised.